
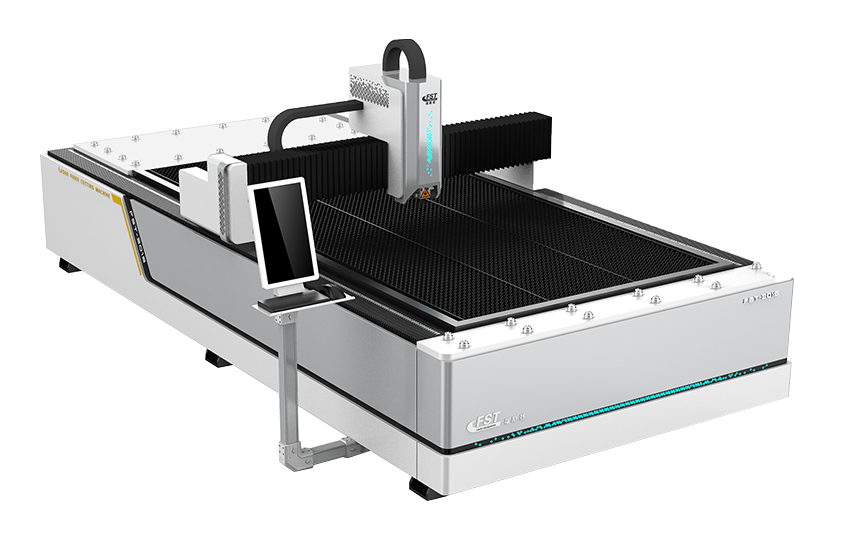
Kuna tööstuslik areng edeneb kiiresti,kiudlaserlõikusmasinadon leidnud laialdast rakendust. Pikaajalisel kasutamisel võib nende masinate lõiketäpsus siiski mõningal määral kõrvale kalduda, mille tulemuseks on tooted, mis ei pruugi vastata soovitud standarditele. Need kõrvalekalded on sageli põhjustatud fookuskaugusega seotud probleemidest. Seetõttu on oluline mõista, kuidas laserlõikusmasinate lõiketäpsust kalibreerida. Siin uurime kiudlaserlõikusmasinate lõiketäpsuse reguleerimise meetodeid.
Kui laserlaik on väikseima suurusega, tehke esialgse efekti kindlakstegemiseks punkttest. Fookusasendi saab määrata laserlaiku suuruse hindamise teel. Kui laserlaik on saavutanud minimaalse suuruse, esindab see asend optimaalset töötlemisfookuskaugust ja saate töötlemisprotsessiga jätkata.
AlgstaadiumislaserlõikusmasinKalibreerimisel saate punkttestide tegemiseks ja fookusasendi täpsuse määramiseks kasutada testpaberit või jääkmaterjali. Laserpea kõrguse üles-alla reguleerimisega muutub laserlaiku suurus punkttestide ajal. Korduv reguleerimine erinevates asendites aitab teil tuvastada väikseima laserlaiku, mis võimaldab teil määrata optimaalse fookuskauguse ja laserpea parima asendi.
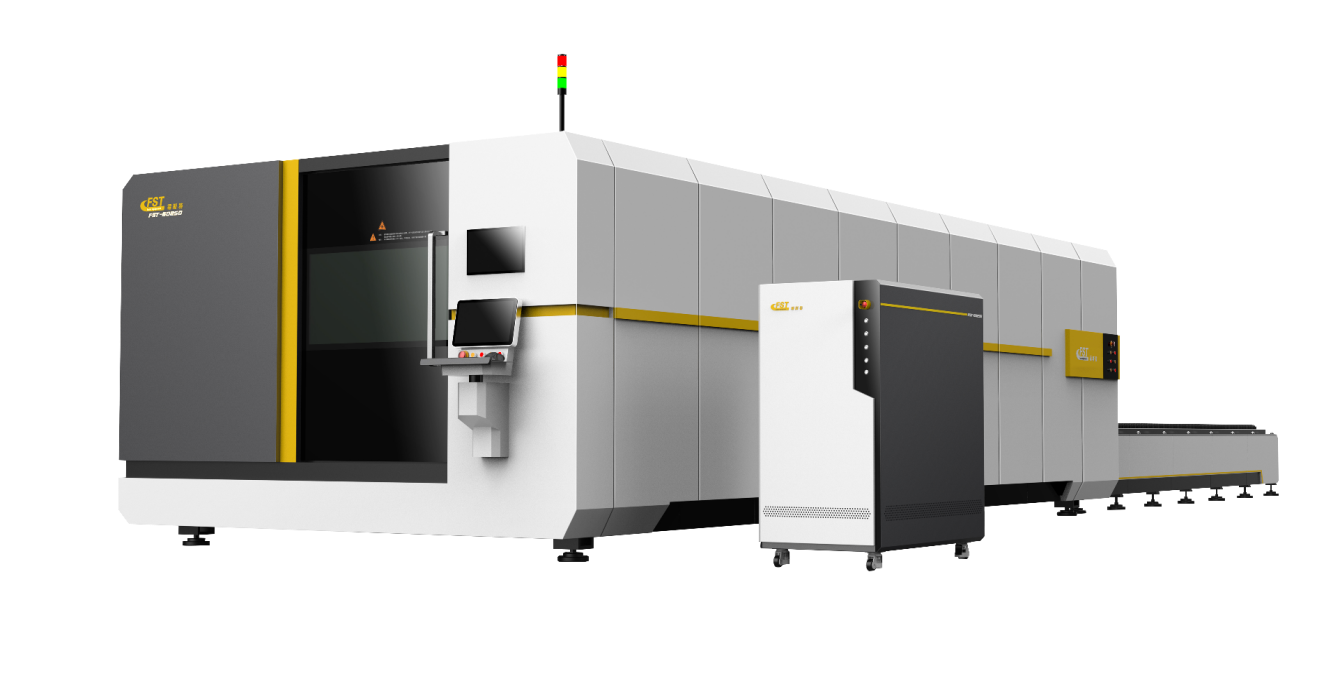
Pärast paigaldamistkiudlaserlõikusmasin, CNC-lõikusmasina otsikule on paigaldatud joonimisseade. Seda seadet kasutatakse simuleeritud lõikemustri joonimiseks, mis on 1-meetrine ruut, mille sisse on joonistatud 1-meetrise läbimõõduga ring. Ruudu nurkadest joonitakse diagonaaljooned. Kui joonimine on lõpetatud, kasutatakse mõõtevahendeid, et kontrollida, kas ring on ruudu nelja külje puutuja. Ruudu diagonaalide pikkus peaks olema √2 meetrit ja ringi kesktelg peaks poolitama ruudu külgi. Punktid, kus kesktelg lõikub ruudu külgedega, peaksid olema ruudu nurkadest 0,5 meetri kaugusel. Diagonaalide ja lõikepunktide vahelise kauguse mõõtmise abil saab määrata seadme lõiketäpsuse.
Postituse aeg: 20. august 2024